- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Forstå laboratorieverdier: Den sanne måten å lese farger på – tre kjerneparametre for kontroll av fargeforskjeller i ingeniørplast
"Er en ΔE på 2,1 på kolorimeterrapporten akseptabel eller ikke?"
"Kunden sier at Lab-verdiene er av, men fargene ser nesten like ut for meg."
Dette er spørsmål vårt tekniske team hører hver dag. I ingeniørplastindustrien blir fargeforskjellen ikke lenger bedømt av det blotte øye alene. Enten det er bilinteriørdeler, elektroniske 3C-hus eller industrielle strukturelle komponenter, inkluderer kunder nesten alltid en standard for aksept av fargeforskjeller som tydelig sier: ΔE ≤ 0,5, med L, a, b-verdier innenfor spesifiserte toleranser.
Så hva er egentlig L, a og b? Og hvorfor er de mer pålitelige enn visuell inspeksjon? I dag vil vi forklare disse tre parameterne på språket for teknisk plastproduksjon.

I. "Koordinatsystemet" for farger: Lab-fargerommet
Tenk deg at for å finne en plassering på et kart, trenger du lengdegrad, breddegrad og høyde. Lab-fargerommet er det "tredimensjonale koordinatsystemet" for farger.
Etablert av International Commission on Illumination (CIE) i 1976, er det fortsatt den globale gullstandarden for fargemåling. Enhver farge kan være unikt plassert i dette tredimensjonale rommet ved hjelp av et sett med koordinater (L, a, b).
• L-verdi (Lightness) : Gjelder fra 0 til 100. L=100 er rent hvit, L=0 er rent svart. I ingeniørplast er en svart del som virker gråaktig eller en hvit del som blir gulaktig i hovedsak en endring i L-verdien.
• en verdi (rød-grønn nyanse): Positive verdier indikerer rødt, negative verdier indikerer grønt. Når en flammehemmende ABS som skal være knallrød blir til en "matt mursteinsrød", er det sannsynligvis a-verdien som er problemet.
• b-verdi (gul-blå fargetone): Positive verdier indikerer gult, negative verdier indikerer blått. b-verdien er den mest "sensitive" parameteren - materialer som PBT, PC og nylon er utsatt for gulning under høytemperaturbehandling. Når b-verdien skifter positivt, blir delen synlig "gul".
II. Tre tall, tre vanlige "fargeforskjellssymptomer"
På produksjonsgulvet diagnostiserer vi raskt underliggende årsaker gjennom endringer i laboratorieverdier:
1. Stort avvik i L-verdi – Prioriter sjekk av materialtilstand og støpeprosess.
• Høy L-verdi (for hvit/blek): Muligens lav formtemperatur eller utilstrekkelig titandioksid i fargemasterbatchen.
• Lav L-verdi (for mørk): Muligens materialforringelse (overdreven eksponering ved høye temperaturer) eller dårlig muggventilasjon.
2. Stort avvik i en verdi – Prioriter sjekk av materialformuleringen.
• Positivt skift i en verdi (rødaktig): Vanlig i flammehemmende materialer, der flammehemmeren brytes ned ved høye temperaturer og forårsaker misfarging av fargestoffet.
3. Stort avvik i b-verdi – Prioriter sjekk av tørkeforhold og injeksjonstemperatur.
• Positivt skifte i b-verdi (gulaktig): Den vanligste årsaken er overtørking eller for høy smeltetemperatur. Nylonmaterialer er spesielt følsomme - en b-verdidrift på 0,5 er synlig "gulaktig" for det blotte øye.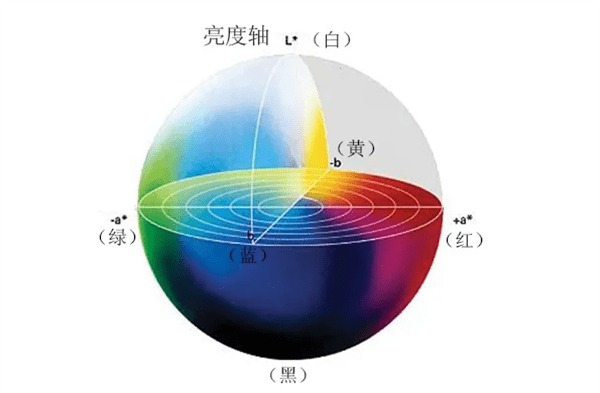
III. Hva er ΔE? Hvorfor kan vi ikke stole på ΔE alene?
ΔE er det kombinerte avviket over L-, a- og b-dimensjonene, beregnet som:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
Den bruker et enkelt tall for å oppsummere "total fargeforskjell", noe som gjør rask bedømmelse enkelt. Problemet er imidlertid: Den samme ΔE kan representere svært forskjellige fargeavvik.
For eksempel:
• Tilfelle A: ΔL=1.0, Δa=0, Δb=0 → ΔE=1.0 (litt for hvit)
• Tilfelle B: ΔL=0,6, Δa=0,6, Δb=0,6 → ΔE≈1,04 (avvik i alle tre retninger)
Begge har nesten samme ΔE, men tilfelle B er mer "komplekst" og kan virke "møkkete" for det blotte øye. Derfor må profesjonell fargeforskjellskontroll vurdere både ΔE og individuelle toleranser. En vanlig standard for bilinteriørdeler er: ΔE < 1.0, med |ΔL| < 0,5, |Δa| < 0,5, |Δb| < 0,5.
IV. Hvor kommer fargeforskjellen fra? Fire vanlige kilder
Basert på mange års erfaring med å betjene kunder, faller hovedkildene til fargeforskjeller inn i fire kategorier:
1. Materialbatchvariasjon – Ulike partier av ingeniørplast kan ha små forskjeller i grunnfarge. Selv for samme karakter er en batch-til-batch b-verdisvingning på 0,3–0,5 for POM ikke uvanlig.
2. Tørkeprosess ute av kontroll – Materialer som nylon, PET og PC er følsomme for fuktighet. Undertørking eller overtørking kan forårsake gulning. I ett tilfelle økte en operatør tørketemperaturen fra 80°C til 100°C, noe som førte til at b-verdien hoppet fra 1,2 til 2,8, og kasserte en hel batch.
3. Sprøytestøpeprosessdrift – Små endringer i mottrykk, skruehastighet, injeksjonshastighet, holdetrykk, formtemperatur, etc., kan endre smelteflyt og krystalliseringsadferd, og påvirke fargeutseendet. Glassfiberarmerte materialer er spesielt følsomme.
4. Målemiljøforskjeller – Ulike kolorimetre, lyskilder, måleåpninger eller til og med trykket påført av operatøren kan påvirke avlesningene. Kunder og leverandører må bli enige om en enhetlig målestandard (f.eks. D65 lyskilde, 10° observasjonsvinkel).
V. Konklusjon: Farge kan administreres
I ingeniørplast er fargen ikke lenger et mysterium. De tre tallene L, a og b gjør den subjektive følelsen "Jeg tror fargen er feil" til det objektive faktum "L-verdien overskrider toleransen med 0,6, b-verdien med 0,8." Å forstå de fire kildene til fargeforskjeller hjelper oss å forhindre problemer før de oppstår.