- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Faktorer som påvirker plastkrympingshastighet og modifikasjonsmetoder
Faktorer som påvirker plastkrympingshastigheten
1. Materiell innflytelse:
(1) Materialtype: Ulike plasttyper har forskjellige krympingshastigheter (se tabell 1).
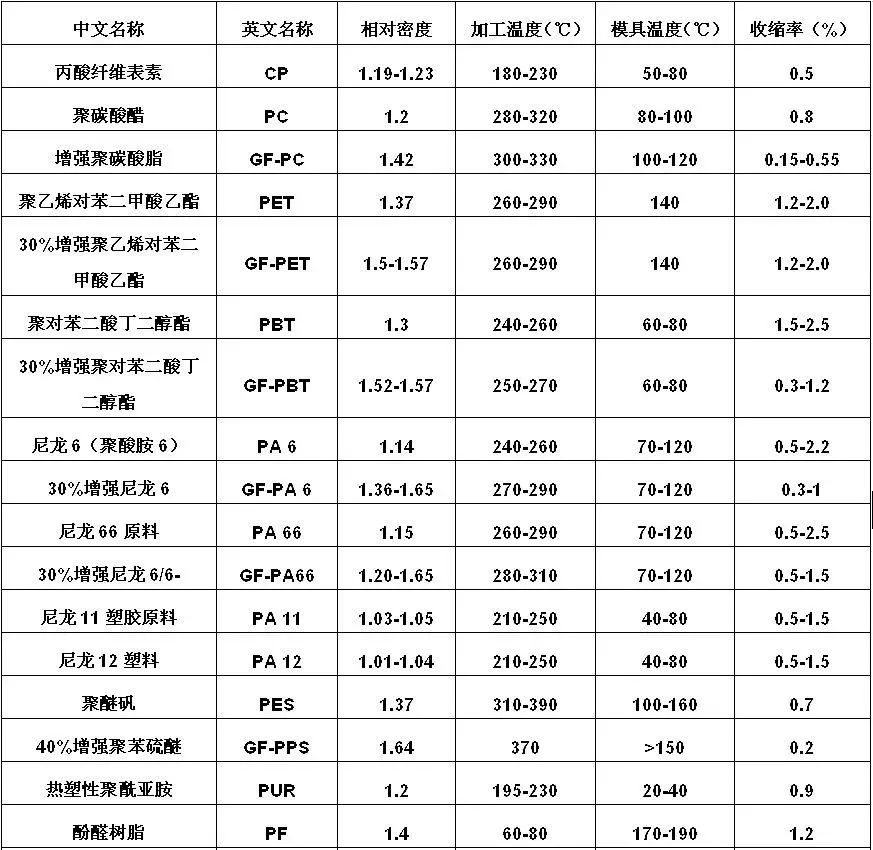
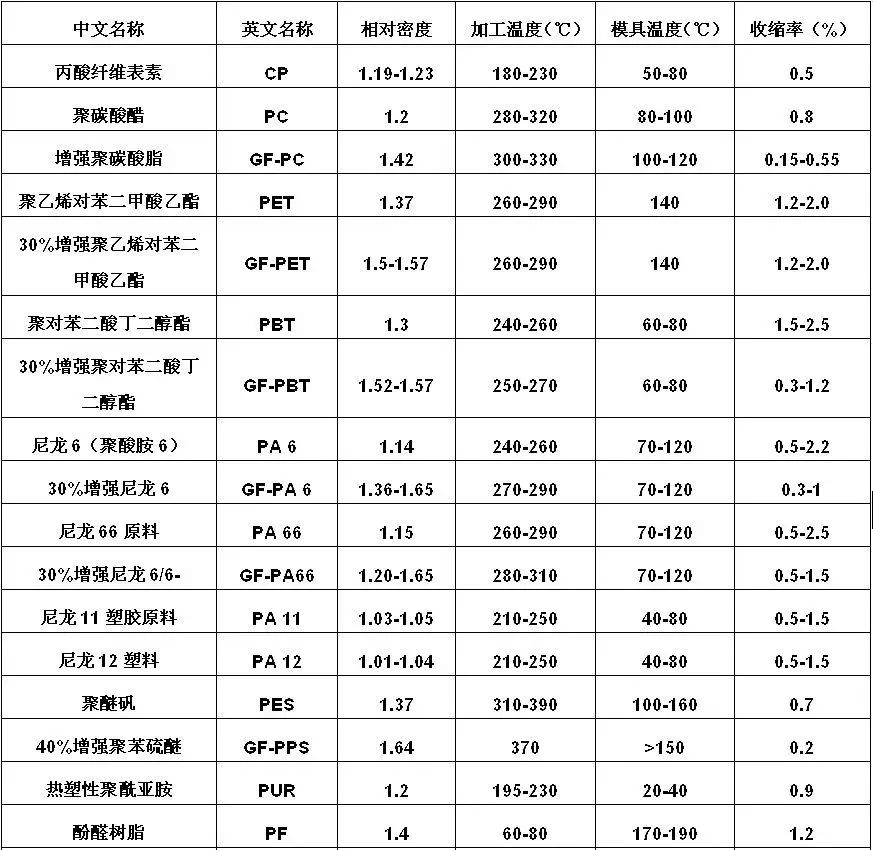
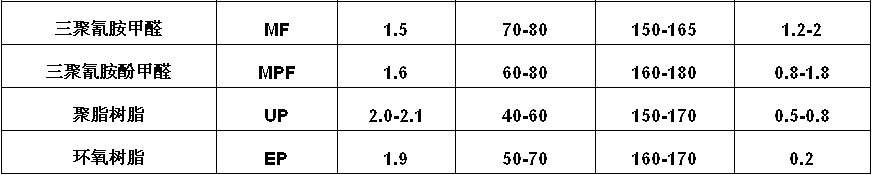
Fra tabell 1 kan det sees at blant termoplastikk har 40%glassfiberarmerte PPS den laveste krympingshastigheten (0,2%), mens blant termosetter har epoksyharpik den laveste krympingshastigheten (0,2%). Fluoroplast har den høyeste krympingsgraden, og når opptil ca. 6%; etterfulgt av polyetylen med lav tetthet (LDPE) med en maksimal krympingshastighet på 5%.
(2) Materialkrystallinitet: For det samme materialet resulterer lavere krystallinitet i en mindre krympingshastighet. Blant forskjellige påvirkningsfaktorer har graden av harpikskrystallinitet den viktigste innvirkningen på krymping.
(3) Materialmolekylvekt: For samme materiale fører en høyere molekylvekt til en mindre krympingshastighet. Harpikser med samme molekylvekt, men bedre strømningsevne viser lavere støping krymping.
(4) Materialmodifisering: Tilsetting av andre harpikser, elastomerer eller fyllstoffer til basenharpiksen reduserer dens krympingshastighet til ulik grad. Forskjeller i reduseringshastighet for harpiks påvirker den dimensjonale nøyaktigheten av deler under smeltebehandling. For å produsere plastdeler med høy presisjon, må harpikser med lave krympingshastigheter brukes. For eksempel har PP-harpiks en krympingsrate på 1,8%–2,5%, og dens krymping øker med synkende molekylvekt, noe som gjør det vanskelig å produsere PP-deler med høy presisjon.
2. Moldingsprosesspåvirkning:
(1) Med konstant støpetemperatur, reduserer økningen av injeksjonstrykket krymping.
(2) Økende holdstrykket reduserer krymping.
(3) Å øke smeltetemperaturen reduserer svinnen litt.
(4) Høyere muggtemperatur øker svinnen.
(5) Lengre holdetid reduserer krymping (krymping påvirkes ikke etter portstålning).
(6) Lengre kjølingstid reduserer krymping.
(7) Høyere injeksjonshastighet har en tendens til å øke krympingen litt (mindre effekt).
(8) Støping av støping er stor, post-shrinkage er liten; Post-shrinkage er betydelig i løpet av de to første dagene og stabiliserer seg etter omtrent en uke.

3. delstrukturpåvirkning:
(1) Tykke veggede deler har høyere krymping enn tynnveggede deler.
(2) Deler med innlegg har lavere krymping enn deler uten innlegg.
(3) Deler med komplekse former har lavere krymping enn enkle formede deler.
(4) Krymping i lengderetning er mindre enn krymping i tykkelsesretningen.
(5) Innvendige hull viser høy krymping, mens eksterne funksjoner viser lav krymping.
4. Moldstrukturpåvirkning:
(1) Større portstørrelse reduserer krymping.
(2) Krymping vinkelrett på portretningen reduseres, krymping parallelt med portretningen økes.
(3) Områder lenger fra porten har lavere krymping enn områder nær porten.
(4) Seksjoner av delen som er begrenset av formen viser lavere krymping, uten begrensede seksjoner viser høyere krymping.
Modifiseringsmetoder for å redusere krympningshastigheten
1. Fiberfylling:
Fibre inkluderer forskjellige uorganiske og organiske fibre. Å ta glassfiber som et eksempel, legge til 35% glassfiber til PP -harpiks kan redusere svinnsfrekvensen fra 1,8% (ufylt) til 0,5%. Lang glassfiberarmert plast utviklet de siste årene gir fordeler innen krympingskontroll, og viser lave og jevnlige krympingshastigheter i både langsgående og tverrgående retninger.
2.inorganisk fyllstoff:
Uorganiske fyllstoffer inkluderer talkum, kalsiumkarbonat, bariumsulfat, glimmerpulver, wollastonitt og montmorillonitt, etc. fyllstofftype, form, partikkelstørrelse og overflatebehandlingsnivå påvirker alle effektiviteten i å modifisere harpiktens krympingshastighet.
(1) Fyllstoffform: fyllstoffer med forskjellige former påvirker krympingsreduksjon på en annen måte, med effektivitetsrekkefølgen: flak> nållignende> granulær> sfærisk. For eksempel reduserer flaky montmorillonitt og glimmer betydelig kompositt krymping.
(2) fyllstoffpartikkelstørrelse: For samme fyllstoff har mindre partikkelstørrelser større effekt på å redusere krymping. For eksempel, i talkumfylt PP (20% talkum + 8% POE), ettersom talkpartikkelstørrelsen øker fra 1250 mesh til 5000 mesh, synker krympingshastigheten fra 1,05% til 0,8%.
(3) Fyllstoffbehandling: Overflatebehandling av fyllstoffet forbedrer dens krympingsreduserende effekt. For eksempel viser ABS fylt med 10% talkum en svinnreduksjon fra 0,48% til 0,42% når talkummet blir behandlet med aluminatkoblingsmiddel.
(4) Fyllstoffbelastning: For det samme fyllstoffet resulterer høyere belastning i en større reduksjon i krympingshastigheten.
3. Reduserende krystallinitet:
(1) Tilsetting av krystalliseringsreduserende midler: ofte brukt er små molekylforbindelser som forstyrrer molekylær regelmessighet og hindrer molekylær bevegelse i smeltetilstanden, og reduserer dermed krystallinitet.
(2) Tilsetting av andre harpikser: Å blande små mengder LDPE eller HDPE i PP kan forstyrre krystalliseringen under prosessering. Ikke-krystallinske harpikser som PS, ABS, PMMA eller PC kan også legges til.
4. Legg til elastomerer:
Elastomerer som POE, EPDM og SBS kan legges til. Når elastomerinnholdet er under 5%, er effekten av å redusere PP -krymping lik. Over 5% innhold er effektiviteten forskjellig etter type, med krympingsreduksjonsrekkefølgen: Poe> EPDM> SBS (i samsvar med deres skjerpe effekt på PP). Å kombinere uorganiske fyllstoffer og elastomerer i PP gir bedre reduksjon av svinn.
5. Kjemisk podingsmodifisering:
Graftmodifisering av PP kan redusere krystalliniteten, og dermed oppnå en lavere krympingshastighet.